|
1
|
|
|
2
|
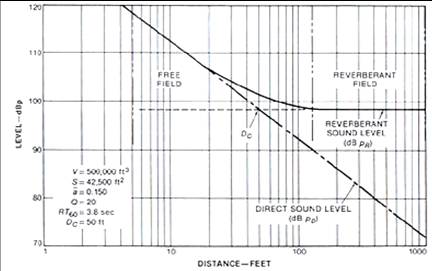
- Propagazione del suono in ambienti confinati
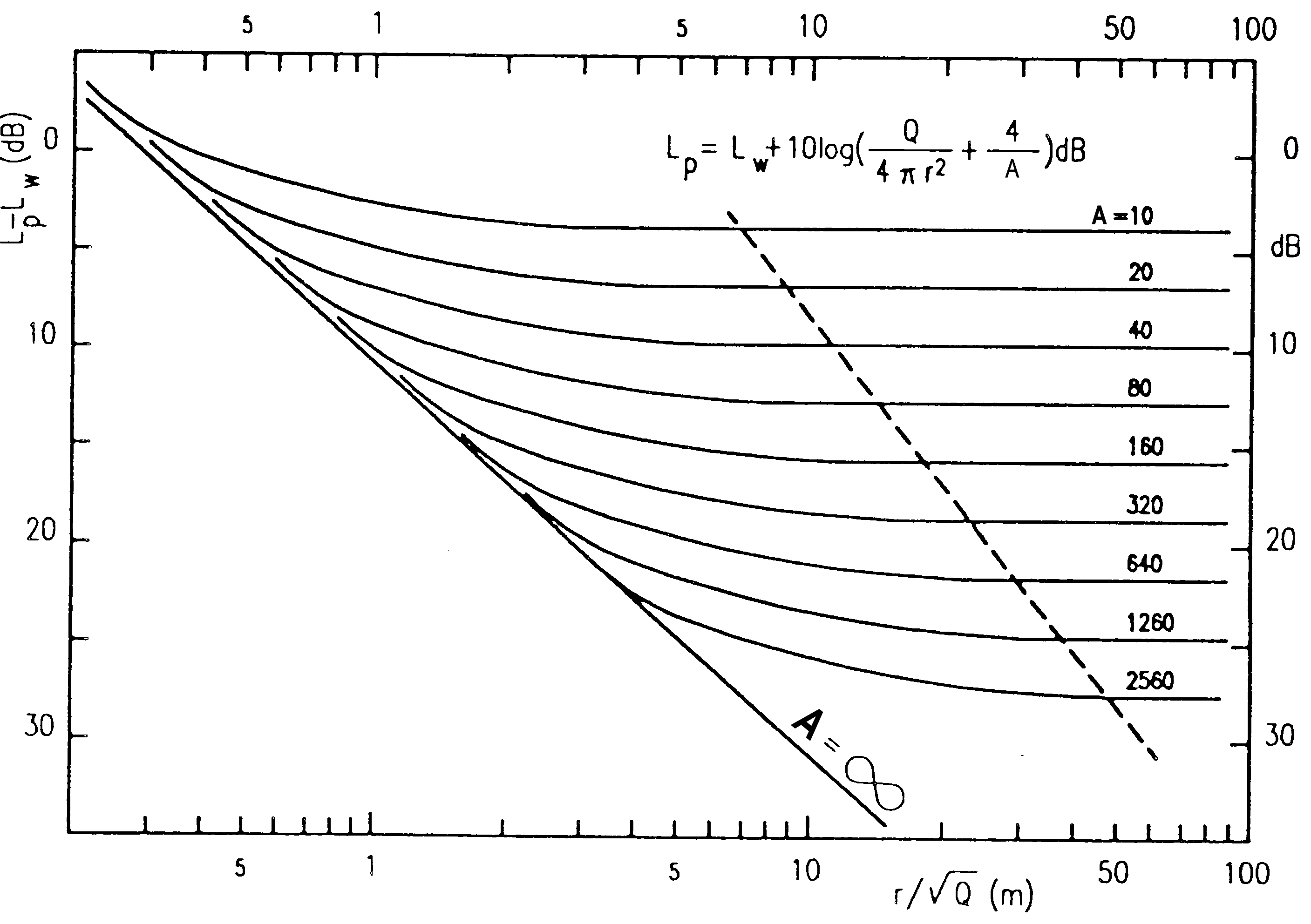
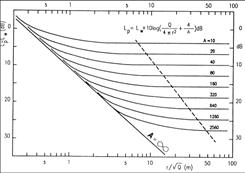
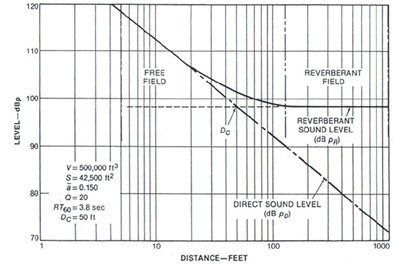
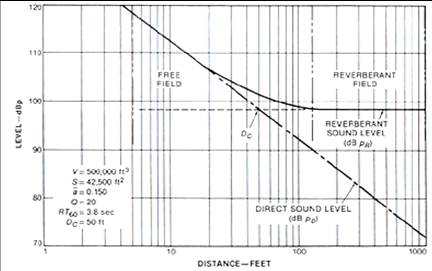
- La teoria di Sabine – campo semiriverberante
- Il Fattore di Correzione Ambientale K2
- Risultati di misure sperimentali
- Una nuova formulazione per stimare l’effetto dell’ambiente e la sua
possibile riduzione
|
|
3
|
|
|
4
|
|
|
5
|
|
|
6
|
|
|
7
|
|
|
8
|
|
|
9
|
|
|
10
|
|
|
11
|
|
|
12
|
|
|
13
|
|
|
14
|
|
|
15
|
|
|
16
|
|
|
17
|
|
|
18
|
|
|
19
|
|
|
20
|
|
|
21
|
|
|
22
|
|
|
23
|
|
|
24
|
|
|
25
|
|
|
26
|
|
|
27
|
|
|
28
|
|
|
29
|
- I capannoni per il packaging hanno un “effetto ambientale” molto
maggiore di quello previsto dalle formule teoriche, anche a brevissima
distanza dalle sorgenti sonore
- Questo spesso non viene riconosciuto dal committente, che contesta le
macchine in quanto apparentemente troppo rumorose (ed invece e’ colpa
del SUO ambiente)
- Solo una misura diretta del fattore di correzione ambientale consente di
quantificare questo effetto
- In presenza di valori elevati di K2, ci si può attendere una riduzione
cospicua di livello sonoro grazie ad un trattamento ambientale di tipo
fonoassorbente
|
|
30
|
|
|
31
|
- Il metodo di elezione consiste nel misurare due volte la potenza sonora
di una macchina per il packaging, impiegando anzitutto il metodo
“classico” (pressione sonora, mediante ISO 3744 o 3746) e senza
applicare alcun K2
- La misura viene poi ripetuta con il metodo intensimetrico (ISO 9614/3),
che elimina automaticamente K2 dal risultato
- Solo una misura diretta del fattore di correzione ambientale consente di
quantificare questo effetto
- La differenza fra i due livelli di potenza così misurati fornisce il K2
sulla superficie di misura S’ (solitamente ad 1m dalla macchina, quindi
coincidente con la misura al posto operatore).
|
|
32
|
- In alternativa, si può operare la misura con una sorgente sonora
artificiale, di cui sia già nota la potenza sonora (da misure
intensimetriche o da test in laboratorio), su cui viene applicata una
misurazione in pressione secondo ISO 3744/3746, utilizzando una
superficie di inviluppo S’ corrispondente a quella della macchina da
packaging reale
- La tecnica della sorgente artificiale ha il vantaggio di poter essere
impiegata anche prima dell’installazione della macchina in linea.
- Non è invece possibile stimare il valore di K2 utilizzando le
formule contenute nelle norme ISO 3744 – ISO 3746, in quanto le stesse
sono basate sulla formula di Sabine, che in questi ambienti non
funziona.
|
|
33
|
- Questa norma riconosce per la prima volta le peculiarità acustiche degli
ambienti per le macchine da “packaging”
- Essa consente il tradizionale calcolo di K2 con le relazioni
di Sabine nel caso di ambienti compatti
- Prevede viceversa la misura sperimentale di K2 con il metodo
della sorgente artificiale in caso di locali “bassi e vasti”
- Ed in ogni caso la distanza sorgente-ricevitore viene definita
come:
e
porta dunque a valori di K2 molto + grandi
|
|
34
|
- In ambienti industriali bassi e vasti, (quindi campo NON diffuso) con
valore di K2 elevato, la metodica da utilizzare è la misura
intensimetrica di Lw, seguita dalla EN ISO 11203 per la stima del Lp al
posto operatore
|
|
35
|
- In ogni caso, la superficie di misura S’ è un inviluppo “stretto” della
sagoma della macchina, ad 1m di distanza dalla stessa. Questo differisce
sia dalla norme della serie 11200, sia da quelle per la misura del Lw
(serie ISO 3740)
- E la distanza effettiva sorgente-posto operatore è definita sulla base
di tale sup. di inviluppo:
|
|
36
|
|
|
37
|
|
|
38
|
|
|
39
|
- Dall’analisi di decine di misurazioni sperimentali di K2
effettuate in linee di packaging è emersa la possibilità di “fittare” i
dati con la seguente formula:
|
|
40
|
- Dall’analisi di decine di misurazioni sperimentali di K2
effettuate in linee di packaging è emersa la possibilità di “fittare” i
dati con la seguente formula:
|
|
41
|
|
|
42
|
- La formula di Farina/Fornari consente una facile stima del beneficio
ottenibile da un trattamento ambientale
- Si ipotizza un ambiente con queste caratteristiche:
- Si calcola ora la differenza fra i valori di K2 dell’ambiente
originale, e dello stesso dopo il trattamento ambientale fonoassorbente
- Il calcolo viene effettuato due volte, con la formula di Sabine e con la
formula di Farina/Fornari
|
|
43
|
- La formula di Farina/Fornari mostra una efficacia molto maggiore del
trattamento fonoassorbente: a 10m sono 5.7 dB(A) di riduzione anziché
1.7 dB(A) previsti dalla formulazione semiriverberante secondo
Sabine
|
|
44
|
- L’uso della formulazione di Sabine ha portato in passato a gravi
problemi all’industria del packaging
- Oggi però la nuova norma EN 415-9:2009 consente di affrontare
correttamente il problema dell’effetto-ambiente
- Sono disponibili ed ormai ampiamente collaudate tecniche di misura
diretta del fattore di correzione ambientale
- Oppure si può usare la formula di Farina/Fornari per una stima
ragionevolmente accurata di K2.
- Emerge così che per la riduzione del rumore nelle linee di packaging si
possono ottenere risultati insperati mediante trattamenti ambientali
fonoassorbenti
|
|
45
|
- La ricerca sulle caratteristiche ambientali degli ambienti per il
packaging è stata supportata economicamente e tecnicamente da Simonazzi
SpA (oggi SIDEL), grazie al determinante apporto di Giorgio Fornari
- L’attività normativa culminata nell’approvazione della norma EN
415-9:2009 ha avuto successo solo grazie al fattivo apporto del working
group italiano costituito presso l’UCIMA, e coordinato dall’infaticabile
Mirco Finotto della GD di Bologna
|

 Notes
Notes{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}